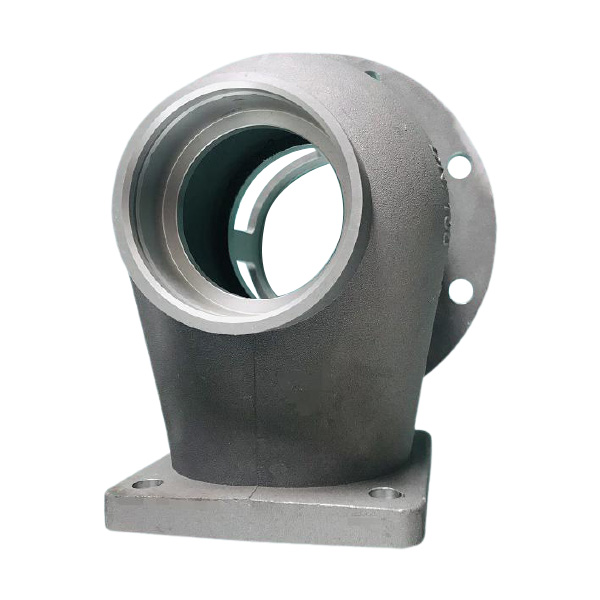
Отливки из алюминиячасто встречаются сварные швы, окисленные воздухом. Большая часть этого вещества рассеивается на поверхностиалюминиевые отливки, а некоторые разбросаны по углам, где нет вентиляции. Большинство номеров портов отображаются желтым или не совсем белым. Это можно увидеть в случае механической обработки и производства, а также в случае травления, пассивации или кислотной обработки для производства такихалюминиевые отливкии стальные формы. Есть несколько аспектов: материал в печи не чистый и аккуратный, слишком большое использование переработанных отходов; программное обеспечение системы заливки расчетной схемы малоэффективно; удаление шлака в жидком алюминиевом сплаве алюминиевых отливок не является чистым; в случае разливки шлак также удаляется из-за недостаточных стандартов в реальной эксплуатации. Возьми это; и это не долго, чтобы избежать тишины после очистки и обработки порчи. Вообще говоря, для разумного решения такого рода проблем каждый должен понимать эффективную стандартную скорость разливки, а также сводить к минимуму включение пара; органические химические вещества нельзя смешивать с песком. С этой целью сокращается подача сырьевого газа; улучшена функция выхлопной трубы кернового песка, чтобы он стал прочнее; эффективно используется качественный холодный утюг; устранены недостатки расчетной схемы программного обеспечения стробирующей системы.
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности